ITパスポート過去問集 - エンジニアリングシステム
令和7年 問11
| ア | 技術革新を効果的に自社の経営に取り入れることによって,企業の成長を図る。 |
|---|---|
| イ | 生産工程の各段階で,原材料から完成製品までの資材の流れを適時・適量に管理する。 |
| ウ | 生産時に必要となる部品などを必要な分だけ供給することによって,生産リードタイムを短縮する。 |
| エ | 複数の工作機械や産業用ロボットなどを有機的に結合し,生産プロセス全体を統括的に制御・管理する。 |
答え : エ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
令和6年 問15
必要な時期に必要な量の原材料や部品を調達することによって,工程間の在庫をできるだけもたないようにする生産方式はどれか。
| ア | BPO |
|---|---|
| イ | CIM |
| ウ | JIT |
| エ | OEM |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
解説 :
必要なときに必要な材料を投入し、なるべく在庫を持たないようにする手法を「JIT」(ジャストインタイム)と言います。トヨタ自動車が提唱した手法で「かんばん方式」もほぼ同義です。答えは「ウ」です。
「BPO」(Business Process Outsourcing)は、特定の業務工程を丸ごと外部の事業者に委託する経営手法を指します。
「CIM」(Computer-Integrated Manufacturing)は、製造現場にコンピュータシステムを導入して工程や資材などの管理を行う手法を指します。
「OEM」(Original Equipment Manufacturer)は、発注元のブランド(商品名)で販売される製品の製造を請け負う事業者を指します。
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
解説 :
必要なときに必要な材料を投入し、なるべく在庫を持たないようにする手法を「JIT」(ジャストインタイム)と言います。トヨタ自動車が提唱した手法で「かんばん方式」もほぼ同義です。答えは「ウ」です。
「BPO」(Business Process Outsourcing)は、特定の業務工程を丸ごと外部の事業者に委託する経営手法を指します。
「CIM」(Computer-Integrated Manufacturing)は、製造現場にコンピュータシステムを導入して工程や資材などの管理を行う手法を指します。
「OEM」(Original Equipment Manufacturer)は、発注元のブランド(商品名)で販売される製品の製造を請け負う事業者を指します。
令和5年 問33
製品Aを1個生産するのに部品aが2個,部品bが1個必要である。部品aは1回の発注数量150個,調達期間1週間,部品bは1回の発注数量100個,調達期間2週間の購買部品である。製品Aの6週間の生産計画と,部品a,部品bの1週目の手持在庫が表のとおりであるとき,遅くとも何週目に部品を発注する必要があるか。ここで,部品の発注,納品はそれぞれ週の初めに行われるものとし,納品された部品はすぐに生産に利用できるものとする。
注記 網掛けの部分は,表示していない。
| 週 | 1 | 2 | 3 | 4 | 5 | 6 | |
| 製品Aの生産個数 | 0 | 40 | 40 | 40 | 40 | 40 | |
| 部 品 a | 所要数量 | 0 | 80 | 80 | 80 | 80 | 80 |
| 手持在庫数量 | 250 | ||||||
| 発注数量 | |||||||
| 部 品 b | 所要数量 | 0 | |||||
| 手持在庫数量 | 150 | ||||||
| 発注数量 | |||||||
| ア | 2 |
|---|---|
| イ | 3 |
| ウ | 4 |
| エ | 5 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
令和4年 問32
コンカレントエンジニアリングを適用した後の業務の流れを表した図として,最も適したものはどれか。
ここで,図の中の矢印は業務の流れを示し,その上に各作業名を記述する。
ここで,図の中の矢印は業務の流れを示し,その上に各作業名を記述する。
| ア | 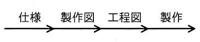 |
|---|---|
| イ | 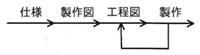 |
| ウ | 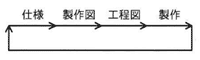 |
| エ | 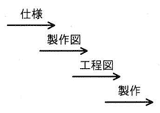 |
答え : エ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
解説 :
コンカレントエンジニアリングは、製品開発などの各工程を、前の工程が終わっていなくても可能な限り前倒しで開始し、並行(concurrent)に進める手法です。選択肢の図の中では「エ」のイメージが適切です。
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
解説 :
コンカレントエンジニアリングは、製品開発などの各工程を、前の工程が終わっていなくても可能な限り前倒しで開始し、並行(concurrent)に進める手法です。選択肢の図の中では「エ」のイメージが適切です。
令和3年 問35
ある製造業では,後工程から前工程への生産指示や,前工程から後工程への部品を引き渡す際の納品書として,部品の品番などを記録した電子式タグを用いる生産方式を採用している。サプライチェーンや内製におけるジャストインタイム生産方式の一つであるこのような生産方式として,最も適切なものはどれか。
| ア | かんばん方式 |
|---|---|
| イ | クラフト生産方式 |
| ウ | セル生産方式 |
| エ | 見込み生産方式 |
令和2年秋期 問5
製造業における標準化の事例として,最も適切なものはどれか。
| ア | 作業負荷の均衡を図り,かつ,前工程から引き取る部品の種類と量を平準化した。 |
|---|---|
| イ | 生産活動を合理化するために,製造に必要な部品や手順を統一した。 |
| ウ | 生産管理プログラムの実行速度を向上させるために,最適なアルゴリズムを選択した。 |
| エ | 製品の種類の削減や作業内容の見直しを通じて,生産計画,生産工程,作業方法を簡素化した。 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
解説 :
製造現場における標準化は、部材や手順、各種の基準、様々なルールなどについて統一された標準を定めて、これに従って製造を進めることを指します。選択肢の中では「イ」が当てはまります。
「ア」は「平準化」の事例です。
「ウ」は「最適化」の事例です。
「エ」は「単純化」の事例です。
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
解説 :
製造現場における標準化は、部材や手順、各種の基準、様々なルールなどについて統一された標準を定めて、これに従って製造を進めることを指します。選択肢の中では「イ」が当てはまります。
「ア」は「平準化」の事例です。
「ウ」は「最適化」の事例です。
「エ」は「単純化」の事例です。
令和2年秋期 問24
CADの導入効果として,適切なものはどれか。
| ア | 資材の所要量を把握して最適な発注ができる。 |
|---|---|
| イ | 生産工程の自動化と作業の無人化ができる。 |
| ウ | 生産に関連する一連のプロセスを統合的に管理できる。 |
| エ | 設計データを再利用して作業を効率化しやすくする。 |
答え : エ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
令和1年秋期 問14
CADの説明として,適切なものはどれか。
| ア | アナログ信号をディジタル信号に変換する回路のこと |
|---|---|
| イ | 建築物,工業製品などの設計にコンピュータを用いること |
| ウ | 光を電気信号に変換する撮像素子のこと |
| エ | 文字,画像,音声などのデータを組み合わせて一つのコンテンツを作ること |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成31年春期 問15
ジャストインタイムやカンバンなどの生産活動を取り込んだ,多品種大量生産を効率的に行うリーン生産方式に該当するものはどれか。
| ア | 自社で生産ラインをもたず,他の企業に生産を委託する。 |
|---|---|
| イ | 生産ラインが必要とする部品を必要となる際に入手できるように発注し,仕掛品の量を適正に保つ。 |
| ウ | 納品先が必要とする部品の需要を予測して多めに生産し,納品までの待ち時間の無駄をなくす。 |
| エ | 一つの製品の製造開始から完成までを全て一人が担当し,製造中の仕掛品の移動をなくす。 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成30年秋期 問5
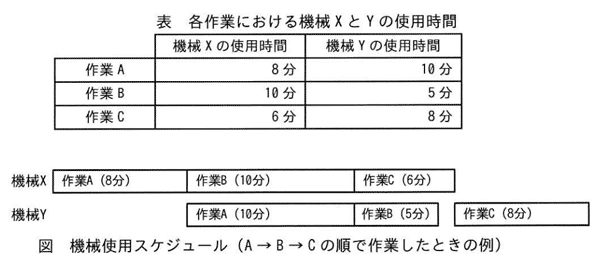
機械XとYを使用する作業A,B,Cがあり,いずれの作業も機械X,機械Yの順に使用する必要がある。各作業における機械XとYの使用時間が表のとおりであるとき,三つの作業を完了するための総所要時間が最小となる作業の順番はどれか。ここで,図のように機械XとYは並行して使用できるが,それぞれの機械は二つ以上の作業を同時に行うことはできないものとする。
| ア | A → B → C |
|---|---|
| イ | A → C → B |
| ウ | C → A → B |
| エ | C → B → A |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成30年春期 問15
1個の製品Pは2個の部品Qで構成され,部品Qは4個の部品Rで構成されている。部品Qは1個,部品Rは3個の在庫があるとき,製品Pを6個生産するには,部品Rはあと何個必要か。
| ア | 41 |
|---|---|
| イ | 44 |
| ウ | 45 |
| エ | 48 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成30年春期 問25
製品の開発から出荷までの工程を開発,生産計画,製造,出荷とするとき,FMS(Flexible Manufacturing System)の導入によって省力化,高効率化できる工程として,適切なものはどれか。
| ア | 開発 |
|---|---|
| イ | 生産計画 |
| ウ | 製造 |
| エ | 出荷 |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成29年秋期 問17
コンカレントエンジニアリングの説明として,適切なものはどれか。
| ア | 既存の製品を分解し,構造を解明することによって,技術を獲得する手法 |
|---|---|
| イ | 仕事の流れや方法を根本的に見直すことによって,望ましい業務の姿に変革する手法 |
| ウ | 条件を適切に設定することによって,なるべく少ない回数で効率的に実験を実施する手法 |
| エ | 製品の企画,設計,生産などの各工程をできるだけ並行して進めることによって,全体の期間を短縮する手法 |
答え : エ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成29年春期 問16
CADの説明として,適切なものはどれか。
| ア | コンピュータを利用して教育を行うこと |
|---|---|
| イ | コンピュータを利用して製造作業を行うこと |
| ウ | コンピュータを利用して設計や製図を行うこと |
| エ | コンピュータを利用してソフトウェアの設計・開発やメンテナンスを行うこと |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成28年秋期 問10
受注生産方式と見込生産方式を比較した場合の受注生産方式の特徴として,適切なものはどれか。
| ア | 受注時点で製品の出荷はできないが,製品が過剰在庫となるリスクはない。 |
|---|---|
| イ | 受注予測の精度を上げて,製品の在庫量を適正に維持することが求められる。 |
| ウ | 製品の在庫不足によって,受注機会を損失するリスクを伴う。 |
| エ | 製品の受注予測に基づいて立案した生産計画に従って,製品を生産する。 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成28年春期 問18
組立生産される製品W,X,Y,Zの1個当たりの利益,1個当たりの組立作業時間,組立作業1分当たりの利益,1週間の最大生産可能数は表のとおりである。1週間の利益を最大にするように生産計画を立てるとき,製品Zの生産個数は幾つか。ここで,1週間の総組立作業時間は40時間であり,製品W,X,Y,Zの全てを生産する必要はなく,同時には一つの製品しか組立生産できないものとする。
| 1個当たりの 利益 A (千円) | 1個当たりの 組立作業時間 B (分) | 組立作業1分 当たりの利益 C=A/B (千円/分) | 1週間の最大 生産可能数 D (個) | |
| 製品W | 50 | 20 | 2.5 | 40 |
| 製品X | 60 | 40 | 1.5 | 50 |
| 製品Y | 90 | 30 | 3 | 20 |
| 製品Z | 100 | 50 | 2 | 45 |
| ア | 0 |
|---|---|
| イ | 8 |
| ウ | 20 |
| エ | 45 |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成27年秋期 問15
製品1個を製造するためには,A原料10kgとB原料5kgが必要である。1か月当たりの原料使用可能量が,A原料は60kg,B原料は40kgである場合,1か月当たりの製品の最大生産可能数は何個か。
| ア | 4 |
|---|---|
| イ | 6 |
| ウ | 8 |
| エ | 10 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成27年秋期 問23
CADを活用した業務改善の事例として,適切なものはどれか。
| ア | 商品にICタグを取り付け,出荷監視することによって,在庫管理を自動化する。 |
|---|---|
| イ | 生産ラインに温度センサを設置し,温度監視を行って,生産に適した温度が維持されるように制御する。 |
| ウ | 設計情報をデータベース化しておき,設計図面を共有·再利用する。 |
| エ | ロボットを利用して生産ラインを自動化し,工場を無人化する。 |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成27年春期 問11
次の条件で,製品Xを製造する。部品Y,部品Zの歩留りが表のとおりであるとき,製品Xを300個製造するために必要な部品Yの原材料投入量aは何kgか。ここで,製品Xの歩留りは100%で,部品は全て新規に製造するものとする。
〔製品Xの製造条件〕
・1個の組立て製品Xは,3個の部品Y及び1個の部品Zで構成されている。
・部品Y及び部品Zは,それぞれの原材料から製造して用いる。
・部品Y及び部品Zは,原材料1kgから1個製造することができる。
注記 網掛けの部分は,表示していない。
〔製品Xの製造条件〕
・1個の組立て製品Xは,3個の部品Y及び1個の部品Zで構成されている。
・部品Y及び部品Zは,それぞれの原材料から製造して用いる。
・部品Y及び部品Zは,原材料1kgから1個製造することができる。
| 部品種類 | 原材料投入量 | 歩留り | 部品の完成数 |
| X | [ a ]kg | 90% | |
| Y | 600kg | 50% | 300個 |
| ア | 225 |
|---|---|
| イ | 250 |
| ウ | 900 |
| エ | 1,000 |
答え : エ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成27年春期 問31
製造業のA社は,製品開発のリードタイムを短縮するために,工程間で設計情報を共有し,前工程が完了しないうちに,着手可能なものから後工程の作業を始めることにし。た。この考え方は何に基づくものか。
| ア | FMS |
|---|---|
| イ | MRP |
| ウ | コンカレントエンジニアリング |
| エ | ジャストインタイム |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成26年秋期 問13
製造業において利用されているCADの説明として,適切なものはどれか。
| ア | 製品の生産計画に合わせて必要な資材の所要量を求め,資材の手配を行う。 |
|---|---|
| イ | 製品の製造に必要な部品や中間製品,所要量などの情報を管理する。 |
| ウ | 製品の設計図や部品表など,設計から製造に関する情報を一元管理する。 |
| エ | 製品の設計にコンピュータを利用し,設計作業の生産性や信頼性の向上を図る。 |
答え : エ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成26年秋期 問15
最終製品の納期と製造量に基づいて,製造に必要な構成部品の在庫量の最適化を図りたい。この目的を実現するための施策として,最も適切なものはどれか。
| ア | CRMシステムの構築 |
|---|---|
| イ | MRPシステムの構築 |
| ウ | POSシステムの構築 |
| エ | SFAシステムの構築 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成26年春期 問28
コンカレントエンジニアリングの目的として,適切なものはどれか。
| ア | 開発期間の短縮 |
|---|---|
| イ | 開発する製品の性能向上 |
| ウ | 開発する製品の品質向上 |
| エ | 生産工程の歩留り率向上 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成25年秋期 問25
工程間の仕掛品や在庫を削減するために,必要なものを必要なときに必要な数量だけ後工程に供給することを目的として,全ての工程が後工程からの指示や要求に従って生産する方式はどれか。
| ア | ジャストインタイム生産方式 |
|---|---|
| イ | セル生産方式 |
| ウ | 見込生産方式 |
| エ | ロット生産方式 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成25年春期 問7
ある部品の生産ラインは二つの工程A,Bの順で構成されており,各工程の機械台数,部品1個の生産に要する作業時間,不良率は表のとおりである。1日の稼働時間を10時間とするとき,この生産ラインの1日の生産能力(良品が生産される数)は何個か。ここで,工程Aでの不良品は工程Bには送らないものとする。また,機械の故障時間や段取り時間,工程間の仕掛品在庫は考えないものとし,仕掛中のものは終了時間が来ても最後まで仕上げるものとする。
| 工程 | 機械台数 | 作業時間/個 | 不良率 |
| A | 1台 | 3分 | 5% |
| B | 1台 | 2分 | 10% |
| ア | 171 |
|---|---|
| イ | 180 |
| ウ | 200 |
| エ | 257 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成25年春期 問15
PCの生産などに利用されるBTOの説明として,最も適切なものはどれか。
| ア | 自社のロゴを取り付けた製品を他社に組み立てさせる。 |
|---|---|
| イ | 製品を完成品ではなく部品の形で保存しておき,顧客の注文を受けてから,注文内容に応じた製品を組み立てる。 |
| ウ | 必要な時期に必要な量の原材料や部品を調達することによって,生産工程間の在庫をできるだけもたずに生産する。 |
| エ | 一つの製品を1人の作業者だけで組み立てる。 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成24年秋期 問12
CAMの導入効果として適切なものはどれか。
| ア | コンピュータを利用して工作機械を制御することで,製造作業の精度や効率を高める。 |
|---|---|
| イ | コンピュータを利用して生産に必要な部品の時期と量を計算することで,発注の効率を高める。 |
| ウ | コンピュータを利用して設計中の製品の性能について条件を変えながらシミュレートすることで,開発の効率を高める。 |
| エ | コンピュータを利用して立体的な形状を見ながら設計することで,設計作業の品質や効率を高める。 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成24年秋期 問28
コンカレントエンジニアリングの目的として,適切なものはどれか。
| ア | 開発期間の短縮 |
|---|---|
| イ | 開発した技術の標準化 |
| ウ | 自社の技術的な強みを生かした製品開発 |
| エ | 生産工程の歩留り率向上 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成24年春期 問3
製品開発のライフサイクルにおいて,技術開発や製品の機能設計,ハードウェア設計,試作,製造準備といった作業工程のうち,同時にできる作業は並行して進め,手戻りや待ちをなくして製品開発期間を短縮する手法はどれか。
| ア | インダストリアルエンジニアリング |
|---|---|
| イ | コンカレントエンジニアリング |
| ウ | バリューエンジニアリング |
| エ | リバースエンジニアリング |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成24年春期 問15
A工場では,製品Xを生産している。今週金曜日に受注した大口注文に対応するために,翌週できるだけ多く生産することにした。次の条件で生産するとき,翌週金曜日の終業時に出荷可能となる製品Xは何台か。ここで,各日の部品在庫数,製品Xの製造台数及び出荷可能台数は表のとおりである。
〔条件〕
・製品Xの生産台数は,1日に最大12台である。
・今週金曜日に製品Xの60台分の部品を発注し,発注した部品は,翌週金曜日の始業時に納品される。
・他の注文に対する出荷は無いものとする。
・製造上の不良品は発生しない。
注記 網掛けの部分は,表示していない。
〔条件〕
・製品Xの生産台数は,1日に最大12台である。
・今週金曜日に製品Xの60台分の部品を発注し,発注した部品は,翌週金曜日の始業時に納品される。
・他の注文に対する出荷は無いものとする。
・製造上の不良品は発生しない。
| 今週 | 翌週 | |||||
| 曜日 | 金 | 月 | 火 | 水 | 木 | 金 |
| 始業時の部品在庫数 (製品Xの製造台数に換算) | 55 | 45 | ||||
| 当日の製品Xの製造台数 | 10 | 12 | ||||
| 終業時の製品Xの出荷可能台数 | 15 | 27 | ||||
| ア | 57 |
|---|---|
| イ | 60 |
| ウ | 72 |
| エ | 75 |
答え : ウ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成23年秋期 問19
ベルトコンベア方式による分業型の流れ作業ではなく,一人又は少人数で最初の工程から最後の工程までを担当する多品種少量生産向きの生産方式はどれか。
| ア | セル生産方式 |
|---|---|
| イ | ファブレス生産方式 |
| ウ | ライン生産方式 |
| エ | ロット生産方式 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成23年春期 問31
エンジニアリングシステムのCAMを活用する場面として,適切なものはどれか。
| ア | 工業製品や建築物などの設計図面を作成する。 |
|---|---|
| イ | 工作機械を制御するための加工データを出力する。 |
| ウ | 製品の生産に必要な部品の発注量を計画する。 |
| エ | 月別の生産日程計画を策定する。 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成22年秋期 問14
ある工場では,部品A,Bから成る製品Pを組立生産している。部品Aの加工には,部品Cを必要とし,加工期間は1週間である。購買品である部品B,Cの納入リードタイムはそれぞれ2週間と3週間である。製品Pは部品A,Bがそろって初めて組み立てることができ,その組立生産に1週間掛かるとするとき,製品Pを1個生産するために,部品の納入期間も含めて最短で何週間必要か。ここで,すべての部品の在庫はないものとする。
| ア | 4 |
|---|---|
| イ | 5 |
| ウ | 6 |
| エ | 7 |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成22年春期 問28
導入を検討している機械について採算性の評価を行う。評価には予想される費用と,期待される利益を対比する方法を用いる。採算評価の期間は10年間であり,導入によって,毎年110万円の利益を得られる。また,保守費用として毎年取得費用の1%が発生する。この機械の取得費用が何万円未満であれば,採算がとれるか。
| ア | 1,000 |
|---|---|
| イ | 1,100 |
| ウ | 1,111 |
| エ | 1,222 |
答え : ア
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成21年春期 問27
翌月の製造量は,翌月の販売見込量-当月末の在庫量で算出される。翌月の販売見込量が,当月までの3か月の販売実績量の移動平均によって設定されるとき,9月の製造量の算出式を示したものはどれか。
| 5月 | 6月 | 7月 | 8月 | 9月 | |
| 販売実績量 | A | C | E | G | I |
| 月末在庫量 | B | D | F | H | J |
| ア | |
|---|---|
| イ | |
| ウ | |
| エ |
答え : イ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
平成21年春期 問28
ジャストインタイム生産方式を説明したものはどれか。
| ア | 1人又は数人の作業員が,生産の全工程を担当する方式 |
|---|---|
| イ | 顧客からの注文を受けてから,生産を開始する方式 |
| ウ | 生産開始時の計画に基づき,見込み数量を生産する方式 |
| エ | 必要な物を,必要なときに,必要な量だけ生産する方式 |
答え : エ
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム
分野 : ストラテジ系 › 経営戦略 › ビジネスインダストリ › エンジニアリングシステム